


时间:2022-06-07预览:921
试用模式的主要步骤:
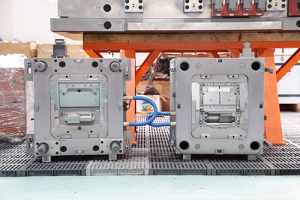
由于降解橡胶和杂料可能会堵塞模具,为防止降解橡胶或杂料注入模具,彻底清洁机筒,找到最佳温度和压力条件,并制定标准的模具测试程序。
检查料筒和模具的温度是否适合加工原料,调整压力和注射量,因为填充率变化不大,可能会导致填充量发生变化。 模具在加热时由螺杆推进时,应适当延长时间以压实成品。
合理调整,减少总加工周期。 调试成功后,可以获得合理的控制公差。 在比较每个样品的测量尺寸时,需要注意产品的尺寸是否稳定,以及某些尺寸是否有增加或减少的趋势。 说明加工条件还在变化,如温度控制不良或油压控制不良,尺寸变化是否在公差范围内。
试模时应注意使加工运行时间较长,以稳定熔体温度和液压油温度。 如果收缩率太大,成品看起来不够,也可以参考加大浇口尺寸,根据所有成品尺寸过大或过小调整机器状况。
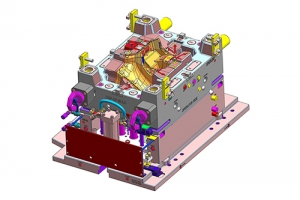
如果型腔尺寸仍然正确,尝试改变机器条件,如果型腔尺寸太大或太小,请纠正,例如模具填充率,模具温度和各种压力,并检查是否有一些型腔填充缓慢,检查 注塑机的故障,如油泵、油阀、恒温器等的缺陷,会引起加工条件的变化,即使是完美的模具,在维护不善的机器上也不能很好地发挥作用。
妥善保存试模期间的所有样品检验记录,并保留所有有助于将来成功建立相同加工条件的数据,从而使产品符合质量标准。 目前工厂试模往往忽略模温,但在短期试模和未来量产中,掌握模温是最难的。 不正确的模具温度会影响样品的尺寸、收缩率、光度、流型和缺料。

提供免费打样服务

0755-23244922 / 23400063

7*24全程服务

视频演示

 电话: 18682296751
电话: 18682296751
 传真: 0755-23249890
传真: 0755-23249890
 邮箱: Market@godemold.com / GDM@godemold.com
邮箱: Market@godemold.com / GDM@godemold.com
 公司地址: 深圳市光明区马田街道薯田蒲社区埃蒙托工业园C栋7楼&B栋1楼
公司地址: 深圳市光明区马田街道薯田蒲社区埃蒙托工业园C栋7楼&B栋1楼
分公司地址: 广东省东莞市黄江镇大冚西龙路10号誉润智造产业园4栋1-2楼





模具中心

产品中心
关于我们
支持中心
技术中心
制造中心
新闻资讯
































 English
English